[UPDATED Sept 12, 2012].
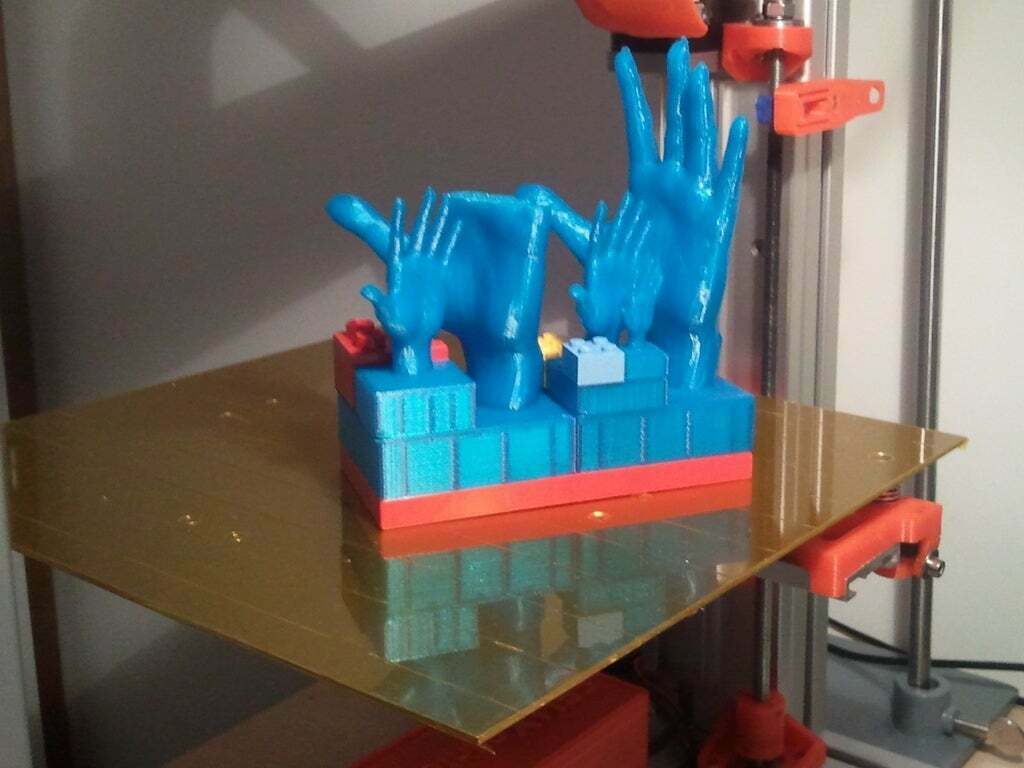
Print the four pieces (hands on Duplo and Lego-compatible blocks) and see if they fit like in the pictures.
* doblo-hand-small
* doblo-hand-large
* lugo-large-hand-small
* lugo-hand-tiny
Pieces must fit in each possible combination, e.g. Lugos also must fit on top of Doblos in the same way that normal Legos fit on top of Duplos. In addition your prints must be compatible with real Duplos and Legos.
Since the large piece can take ages to print, I also added a small test 3x3 duplo brick in order to help you figure out how to print the roof. It's called duplo-3x3-pretest.stl.Finally, you also could print the 8x4 base plate.
Generate your own STL
If you know how to use OpenScad, it's better to generate the STLs again, since I do have to cheat a bit with the width parameters in order to compensate the way printers work.
See also http://www.thingiverse.com/thing:2106 for the blocks generator, but all the code is included in the *.zip.
The *.zip file includes all files (except the pictures). It includes the reduced "hands" that will go on top of the bricks as well as the OpenScad code that will generate these weird DUPLO/Lego compatible bricks.
Slicing
* The .STLs are "optimized" for 0.2 mm layers and PLA.
* Any fill should work, from 0 to 100%. I use between 15 and 25%.
* Speed can be "normal", whatever that means on your printer. E.g. for the Felix, I use between 60 and 80mm/s inside and 30 for the perimeter, except for the big piece where I use 0.25mm layers and a slower main feed rate (that's counter-intuitive I know).
* Adding an extrashell for the base can't hurt (make sure that the first layer is ok or abort)
* I use three fully filled layers (each top and bottom) for the roof in order to make sure that the result will come out flat.
* You may add an extra shell for the walls (or even more, in particular if you print without any fill).
* Good quality is rather achieved by slowing down. Smaller layers (0.1 to 0.2mm) help for Legos and the fingers, but won't make much of a difference for the Duplos.
Printing
* Print as cold as possible for good quality of the hand. However, warmer temperatures are safer with respect to constant filament flow.
* If you have a fan, you may have to turn it off when it prints the larger Duplo/Lego roof. Else the nozzle may bump into cold plastic bumps that stick out. With fan = off or at 50%, the underneath will even look worse, but at least your nozzle will still slide through the still warm plastic... Turn the fan back after printing the first 4 roof layers.
* A much better solution (if you can) is to manually slow down printing at 50% or less when the printer starts working on the lattice below the roofs (e.g. Repetier-Host can do this). Turn it back to 100% after printing 2-3 full layers. After printing the base of the nibbles you can go to 200% if you hate waiting...
* Print bed must be very close to the nozzle and definitly even. If you use a raft, same principle: the first layer must be very close.
* If you get bored: Any layer except the first few, the roof and the first few on the Duplo/Lego roof can be printed a fairly high-speed. In other words, you could configure your slicer for normal speed, and the either go much lower and much higher when needed. Use overal slow speed for totally unsupervised prints.
Evaluation criteria
1a) Fit among themselves. Doblos on Doblos and Lugos on both Lugos and Doblos.
1b) Fit with real Duplos, i.e. respect of most dimensions of real Duplo and Lego bricks (e.g. wall size, nibble inner and outer radius).
1c) First good good 5 layers of the brick. That's important for both esthetics and also vertical fit. That includes no warping !
1d) Roof of the brick on top, must be flat and smooth
1e) Roof of the brick underneath, no hanging filament
2a) Overhang of the thumb
2b) Smoothness of the palm and the back (difficult, of course faster prints will use bigger filament)
2c) Smoothness of the fingers
2d) Correct position of fingers
3a) Amount of post-processing needed
3b) Solidity (with respect to polymers used and size)
3c) Can it print unsupervised (in particular the big piece that may need "fan off" for the roof layers)
4) I don't know exactly how - but all this should be put into relation with print time
Comments
As of Sept 2012, the bottom side of the bridge (DOBLO/Lego brick) - 1e - seems to be the biggest challenge for the two more recent printers I own. The RapMan with its more coarse default resolution had no problem at all with this. The picture with blue bricks show a result with "normal" printing, i.e. fairly high speed. Nevertheless, the big Duplo hand took about 5 hours to print.
Coming back to this benchmark after two years, also let me add a purpose. If you are able to print all the pieces, it tells that you master both your printer and your slicer program fairly well...
The uncompleted blue hand in one of the pictures is due to Windows shutting down in an over the night print for reasons I don't know.
:format(webp)/https://fbi.cults3d.com/uploaders/16869756/illustration-file/4fd46e17-4201-49a1-94fd-9a0fee4e8176/doblo-lugo-benchmark-2012.jpg)






/https://preview3d-images.cults3d.com/variants/vgaqlrr4xssiuakcklq5l0vg6ea1/9ce1a1278a90847fe525f7bdea66ae6081035e320afa813bf6efbbbe4c5d9f85)
/https://preview3d-images.cults3d.com/variants/z0gyko8ddeoa4kfojl84j6rp09hk/9ce1a1278a90847fe525f7bdea66ae6081035e320afa813bf6efbbbe4c5d9f85)
/https://preview3d-images.cults3d.com/variants/2o5acjykefnh6xeqilk5f0j87pt3/9ce1a1278a90847fe525f7bdea66ae6081035e320afa813bf6efbbbe4c5d9f85)
/https://preview3d-images.cults3d.com/variants/11r0pmhl42q522t0ylf5f08bf9uf/9ce1a1278a90847fe525f7bdea66ae6081035e320afa813bf6efbbbe4c5d9f85)
/https://preview3d-images.cults3d.com/variants/alil42gj1cw1ke1a7zk2tgyw8dcs/9ce1a1278a90847fe525f7bdea66ae6081035e320afa813bf6efbbbe4c5d9f85)
/https://preview3d-images.cults3d.com/variants/n0a1tabgkuzdkxzm1jgora5q410w/9ce1a1278a90847fe525f7bdea66ae6081035e320afa813bf6efbbbe4c5d9f85)




