TPU Volumetric Flow Rate Speed Test for Low Speeds up 66mms
TPU Volumetric Flow Rate Speed Test for Low Speeds up 66mms




Print Profile(1)

Description
Description remix from the original author:
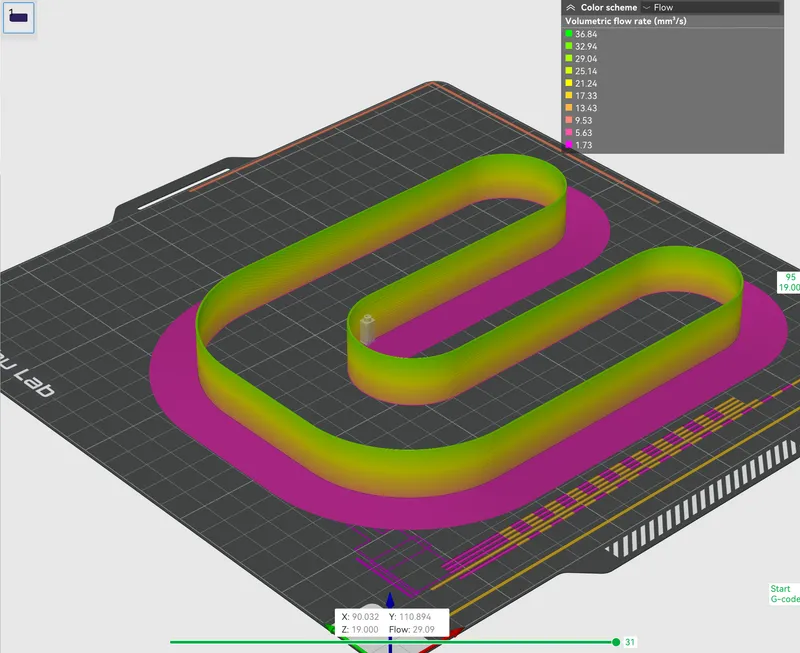
Max flow test for bambulab slicer
WARNING speeds at the top of the tower set up to *69*mms, the tower increases perimeter print speed by 3mms every 1mm of z height.

How to set it up
setup for x1c generic PA 0.4mm nozzle (change to match your printer and nozzle)
set what filament you would like to print in and adjust max volumetric to something high like 15mm3 and turn off slow printer down for better layer cooling in the cooling tab

slice and print to model and stop the print when you see it starting to undextrude or have inconsistencies in the layers.
mesure from the bottom to where the last layer that looks perfect.

Now measure from the bottom to the height where the print still looks good in quality, find roughly what layer it was at in the slicer, and the VOL flow rate is:
Volumetric Flow Rate (mm3/s)=0.220×Height (mm)+0.057
For example, I measured 10mm in height so 0.220*10+0.057=2.257mm3/s
To be safe you can set it about 10% less than calculated.
Height (mm) Layer Flow Rate (mm³/s)
0 0 0.057
1 5 0.277
2 10 0.497
3 15 0.718
4 20 0.938
5 25 1.159
6 30 1.379
7 35 1.599
8 40 1.819
9 45 2.040
10 50 2.260
11 54 2.480
12 60 2.700
13 65 2.921
14 70 3.141
15 75 3.362
16 80 3.582
17 85 3.802
18 90 4.022
19 94 4.242
20 100 4.463
21 105 4.683
22 109 4.904
23 115 5.124

you can also use the seam to check where flow and acceleration is becoming an issue

Comment & Rating (0)
This remix is based on

License
You shall not share, sub-license, sell, rent, host, transfer, or distribute in any way the digital or 3D printed versions of this object, nor any other derivative work of this object in its digital or physical format (including - but not limited to - remixes of this object, and hosting on other digital platforms). The objects may not be used without permission in any way whatsoever in which you charge money, or collect fees.



